
HSI-Prallbrecher-Teile
Schlagleisten | HSI-Prallbrecher-Teile | ATF
Schlagleisten für HSI-Brecher in martensitischem Stahl (450-550 BHN), Hochchromguss und Keramik-Verbund. Auswahl nach Aufgabematerial und Einsatzbedingungen.
Was Schlagleisten leisten und warum der Werkstoff entscheidend ist
Schlagleisten sind die primären Verschleißkomponenten in HSI-Prallbrechern (Horizontalwelle) — je nach OEM auch als Prallleisten, Schlagbalken oder Rotorleisten bezeichnet. Auf dem Rotor montiert, treffen sie das Aufgabematerial mit Umfangsgeschwindigkeiten von 25–40 m/s. Die Kombination aus Schlagenergie und Abrasion durch das Aufgabematerial bestimmt, wie schnell eine Schlagleiste verschleißt — und welcher Werkstoff für eine gegebene Anwendung die längste Standzeit bietet.
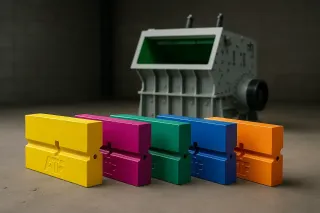
Die Werkstoffwahl ist der wichtigste Einzelfaktor für die Standzeit von Schlagleisten. Härtere Legierungen widerstehen Abrasion besser, brechen aber leichter unter Schlagbelastung. Zähere Legierungen absorbieren Stöße ohne zu brechen, verschleißen aber schneller bei abrasiven Aufgabematerialien. ATF fertigt Schlagleisten in vier Basislegierungssystemen — Manganstahl, martensitischer Stahl, Standard-Hochchrom-Gusseisen und vergütetes Hochchrom-Gusseisen — jeweils mit optionalen Keramik- oder TiC-Einsatz-Upgrades für verlängerte Standzeit bei abrasiven Bedingungen.

Schlagkante der Schlagleiste
Die Werkstoffhärte bestimmt die Kantenbeständigkeit und Verschleißrate
Werkstoffauswahl nach Anwendung
Neun Schlagleisten-Optionen für jede HSI-Anwendung — von der Primärzerkleinerung im Abbruch bis zur Herstellung von hochreinem Brechsand.
| Werkstoff | Härte | Schlagzähigkeit | Anwendung |
|---|---|---|---|
| Mn18Cr2 Manganese | 200–240 HB (work-hardens to 500+) | Sehr hoch | Primärzerkleinerung, schwerer Abbruch, hoher Fremdmetallanteil |
| Mn18Cr2 + TiC Composite | 200–240 HB base + 3200 HV TiC | Sehr hoch | Primärzerkleinerung, wenn reiner Manganstahl zu schnell verschleißt |
| Martensitic Steel | 48–54 HRC | Mittel-hoch | Betonrecycling, gemischter Abbruch, moderater Bewehrungsstahlanteil |
| Martensitic + Ceramic (MMC) | 48–54 HRC base + 1600 HV ceramic | Mittel | Beton- und Asphaltrecycling mit kontrolliertem Aufgabematerial |
| High Chrome | 60–64 HRC | Spröde | Saubere, abrasive Sekundär-/Tertiärzerkleinerung, kein Fremdmetall |
| High Chrome + Ceramic (MMC) | 60–64 HRC + 1600 HV ceramic | Spröde | Hochreine Sekundärzerkleinerung, Brechsandherstellung |
| HC + Ceramic Plus (MMC) | 60–64 HRC + extended ceramic (60 mm depth) | Spröde | Hochabrasiv, hochreine Sekundärzerkleinerung mit strenger Aufgabekontrolle |
| High Chrome Tempered | 55–58 HRC | Gering-mittel | Wechselnde Steinbruchbedingungen mit gelegentlichen Schlagbelastungen |
| HC Tempered + Ceramic (MMC) | 55–58 HRC + 1600 HV ceramic | Gering-mittel | Abrasive Aufgabematerialien mit gewisser Variabilität, begrenzter Fremdmetallanteil |
Manganstahl (2 Optionen)
Mn18Cr2 Manganese
- Härte: 200–240 HB (work-hardens to 500+)
- Schlagzähigkeit: Sehr hoch
- Anwendung: Primärzerkleinerung, schwerer Abbruch, hoher Fremdmetallanteil
Mn18Cr2 + TiC Composite
- Härte: 200–240 HB base + 3200 HV TiC
- Schlagzähigkeit: Sehr hoch
- Anwendung: Primärzerkleinerung, wenn reiner Manganstahl zu schnell verschleißt
Martensitischer Stahl (2 Optionen)
Martensitic Steel
- Härte: 48–54 HRC
- Schlagzähigkeit: Mittel-hoch
- Anwendung: Betonrecycling, gemischter Abbruch, moderater Bewehrungsstahlanteil
Martensitic + Ceramic (MMC)
- Härte: 48–54 HRC base + 1600 HV ceramic
- Schlagzähigkeit: Mittel
- Anwendung: Beton- und Asphaltrecycling mit kontrolliertem Aufgabematerial
Hochchrom Standard (3 Optionen)
High Chrome
- Härte: 60–64 HRC
- Schlagzähigkeit: Spröde
- Anwendung: Saubere, abrasive Sekundär-/Tertiärzerkleinerung, kein Fremdmetall
High Chrome + Ceramic (MMC)
- Härte: 60–64 HRC + 1600 HV ceramic
- Schlagzähigkeit: Spröde
- Anwendung: Hochreine Sekundärzerkleinerung, Brechsandherstellung
HC + Ceramic Plus (MMC)
- Härte: 60–64 HRC + extended ceramic (60 mm depth)
- Schlagzähigkeit: Spröde
- Anwendung: Hochabrasiv, hochreine Sekundärzerkleinerung mit strenger Aufgabekontrolle
Hochchrom vergütet (2 Optionen)
High Chrome Tempered
- Härte: 55–58 HRC
- Schlagzähigkeit: Gering-mittel
- Anwendung: Wechselnde Steinbruchbedingungen mit gelegentlichen Schlagbelastungen
HC Tempered + Ceramic (MMC)
- Härte: 55–58 HRC + 1600 HV ceramic
- Schlagzähigkeit: Gering-mittel
- Anwendung: Abrasive Aufgabematerialien mit gewisser Variabilität, begrenzter Fremdmetallanteil
Die Schlagzähigkeitsbewertungen sind qualitativ und spiegeln die relative Leistung dieser Legierungssysteme wider. Die tatsächliche Kerbschlagarbeit hängt von Wärmebehandlung, Wandstärke und Probengeometrie ab — kontaktieren Sie ATF für anwendungsspezifische Prüfdaten. Manganstahl kaltverfestigt unter Schlagbelastung: Die Oberflächenhärte steigt im Betrieb von ca. 200 HB auf 500+ HB.
Kompromiss zwischen Härte und Schlagzähigkeit
Positionen der Basislegierungen im Härte-Zähigkeits-Spektrum. Verbundwerkstoff-Upgrades (Pfeile) verschieben jede Legierung zu höherer Kantenhärte, ohne die Schlagzähigkeit des Grundwerkstoffs zu verändern. Härte in jeweiligen Einheiten — HB für Mangan (kaltverfestigt), HRC für Stähle und Gusseisen.
Aufgabevorbereitung für Verbundwerkstoff-Schlagleisten
MMC-Schlagleisten erfordern eine funktionierende magnetische Trennung und Metalldetektoren vor dem Brecher. Keramik- und TiC-Einsätze brechen unter Punktbelastung durch Fremdmetall, Ladeschaufelzähne oder unerkannten Bewehrungsstahl. Überprüfen Sie Ihre Aufgabevorbereitung, bevor Sie Verbundwerkstoff-Varianten spezifizieren.
Wenn die Fremdmetallentfernung vorgeschaltet nicht sichergestellt werden kann, verwenden Sie stattdessen die reine Basislegierung — Mn18Cr2 für Primäreinsatz, martensitischer Stahl für Recycling oder vergütetes Hochchrom für variable Steinbruch-Aufgabematerialien.
So wählen Sie: Zuerst Basislegierung, dann Upgrade
Die Auswahl von Schlagleisten erfolgt in zwei Schritten. Zunächst wird die richtige Basislegierung für das Verhältnis von Schlag- zu Abrasionsbelastung der Anwendung ermittelt. Anschließend wird entschieden, ob ein Keramik- oder TiC-Einsatz-Upgrade durch die Aufgabebedingungen und die geforderte Kampagnenlänge gerechtfertigt ist.
1 Schritt 1 — Basislegierung nach Verschleißmechanismus
Mn18Cr2 Manganese
Hohe Schlagbelastung, Fremdmetall vorhanden
Kaltverfestigt unter Schlagbelastung (200 → 500+ HB). Weicher Kern absorbiert Stöße ohne Bruch.
Martensitic Steel (48–54 HRC)
Gemischte Schlag- und Abrasionsbelastung (Recycling)
Im Anlieferungszustand bereits hart. Toleriert Bewehrungsstahl ohne Abplatzungen.
High Chrome (60–64 HRC)
Hohe Abrasion, sauberes Aufgabematerial, geringe Schlagbelastung
Maximale Härte durch dichte Chromcarbid-Struktur. Spröde — erfordert vollständig fremdmetallfreies Aufgabematerial.
High Chrome Tempered (55–58 HRC)
Abrasives Aufgabematerial mit gelegentlichen Schlagbelastungen
Wärmebehandlung reduziert die Sprödigkeit auf Kosten von 10–15 % Standzeit. Toleriert gelegentliche Stoßbelastungen.
Nicht sicher, welche Basislegierung zu Ihrer Anwendung passt?
Senden Sie Ihre Aufgabematerialbeschreibung und das Brechermodell — ATF empfiehlt die richtige Legierung innerhalb von 24 Stunden.
2 Schritt 2 — Verbundwerkstoff-Upgrades
Keramikeinsätze (1600 HV) und TiC-Stäbe (3200 HV) verstärken die Schlagkante gegen Abrasion. Sie verlängern die Standzeit, reduzieren jedoch die Gesamtschlagzähigkeit, da die Einsätze selbst spröde sind. Je sauberer und gleichmäßiger das Aufgabematerial, desto eher ist ein Verbundwerkstoff-Upgrade gerechtfertigt.
| Basislegierung | Verfügbares Upgrade | Wann upgraden | Wann nicht |
|---|---|---|---|
| Mn18Cr2 Manganese | + TiC (3200 HV rods) | Reiner Manganstahl verschleißt zu schnell bei abrasiver Primärzerkleinerung | Gering abrasives Aufgabematerial — Kosten nicht gerechtfertigt |
| Martensitic Steel | + Ceramic (1600 HV inserts) | Beton-/Asphaltrecycling mit kontrolliertem Aufgabematerial, wenig Fremdmetall | Erheblicher Bewehrungsstahlanteil im Aufgabematerial |
| High Chrome | + Ceramic / + Ceramic Plus | Saubere Sekundärzerkleinerung, bei der längere Kampagnen die Wechselkosten senken | Jegliches Fremdmetall vorhanden |
| High Chrome Tempered | + Ceramic (1600 HV inserts) | Variable Steinbruch-Aufgabematerialien, bei denen Abrasion dominiert | Häufige große, nicht brechbare Teile |
Verfügbar auf Standard-Hochchrom-Basis, erweitert die Einsatzabdeckung auf 60 mm Tiefe für die längste Standzeit bei hochabrasiven Anwendungen wie der Brechsandherstellung. Erfordert die strengste Aufgabekontrolle aller Optionen — Stahlkontamination muss vor dem Brecher rigoros entfernt werden.
Lieferzeiten nach Werkstofftyp
| Werkstoff | Typische Lieferzeit | Grund |
|---|---|---|
| Mn18Cr2 Manganese (plain) | 2–3 weeks | Großserienproduktion, häufig ab Lager verfügbar |
| Mn18Cr2 + TiC Composite | 4–6 weeks | TiC-Stabplatzierung erfordert sekundären Gießprozess |
| Martensitic Steel (plain) | 2–4 weeks | Abschreck- und Anlasszyklus verlängert die Bearbeitungszeit |
| Martensitic + Ceramic (MMC) | 5–7 weeks | Keramikeinsatz-Platzierung beim Gießen und Nachguss-Inspektion |
| High Chrome (plain or tempered) | 3–5 weeks | Kontrollierte Abkühlung und Wärmebehandlungszyklus |
| High Chrome + Ceramic / Plus | 6–8 weeks | Erweiterte Keramikplatzierung, tiefere Einsatzabdeckung |
Lieferzeiten variieren je nach Schlagleisten-Abmessungen, Bestellmenge und aktuellem Produktionsplan. Wenn Sie einen geplanten Stillstand vorbereiten, kontaktieren Sie ATF frühzeitig — insbesondere bei Keramik- und TiC-Verbundwerkstoff-Varianten. Reine Mangan- und martensitische Schlagleisten in gängigen Größen für Metso NP- und Hazemag AP-Modelle sind in der Regel ab Lager verfügbar.
Planen Sie einen Stillstand?
Prüfen Sie Lieferzeit und Lagerverfügbarkeit für Ihre spezifischen Schlagleisten-Abmessungen.
Manganstahl-Schlagleisten (Mn18Cr2)
Mn18Cr2-Manganstahl (ASTM A128 Güte C Äquivalent) ist der Standardwerkstoff für Primär-HSI-Prallbrecher bei der Verarbeitung von variablen oder Abbruchmaterialien. Seine entscheidende Eigenschaft ist die Kaltverfestigung: Die Oberfläche härtet unter wiederholter Schlagbelastung von 200–240 HB auf 500+ HB auf, während der nicht gehärtete Kern zäh genug bleibt, um Stoßbelastungen und Fremdmetalltreffer ohne Bruch zu absorbieren.
Kaltverfestigung erfordert ausreichende Schlagenergie zur Aktivierung. Bei Sekundäranwendungen mit geringer Schlagbelastung — feines Aufgabematerial, niedrige Rotordrehzahl — härtet die Oberfläche nicht vollständig auf, ein Zustand, der als Glasieren bezeichnet wird. Eine glasierte Manganleiste verschleißt schnell, da die weiche Oberfläche keine Abriebfestigkeit besitzt. Wenn die Anwendung keine konsistenten, hochenergetischen Schläge erzeugt, übertreffen martensitische oder Hochchrom-Legierungen den Manganstahl.
Mn + TiC Verbundwerkstoff
Wenn reiner Manganstahl bei abrasiver Primärzerkleinerung zu schnell verschleißt, bieten TiC-Stäbe (Titancarbid) entlang der Schlagkante eine lokale Härte von 3200 HV. Die Manganbasis behält im Vergleich zu keramischen MMC-Optionen eine hohe Schlagzähigkeit bei, während die TiC-Stäbe der Kantenverrundung bei abrasivem Aufgabematerial entgegenwirken. Dieser Verbundwerkstoff positioniert sich zwischen reinem Mangan und keramikverstärkten Optionen: Er verträgt Fremdmetall, das Keramikeinsätze zum Brechen bringen würde, hält aber länger als reiner Manganstahl unter abrasiven Bedingungen.


Mn18Cr2 + TiC Verbundwerkstoff
Titancarbid-Stäbe bei 3200 HV


Martensitisch + Keramik (MMC)
1600 HV Keramikeinsätze für kontrolliertes Aufgabematerial
Martensitische Stahl-Schlagleisten
Martensitische Stahl-Schlagleisten (48–54 HRC) bieten die beste Balance aus Härte und Zähigkeit für Recycling- und Abbruchanwendungen. Im Gegensatz zu Manganstahl basiert martensitischer Stahl nicht auf Kaltverfestigung — er ist bereits im Anlieferungszustand hart. Dadurch ist er sowohl bei hoher Schlagbelastung als auch bei mäßiger Abrasion wirksam, ohne die konsistente, schwere Belastung zu benötigen, die Manganstahl erfordert.
Betonrecycling ist die Hauptanwendung. Martensitische Schlagleisten tolerieren Bewehrungsstahltreffer und eingebetteten Stahl ohne das katastrophale Bruchrisiko von Hochchrom-Legierungen. Die Schlagzähigkeit ist mittel-hoch — ausreichend für moderaten Fremdmetallanteil, obwohl bei Anwendungen mit sehr großen oder häufigen nicht brechbaren Teilen Manganstahl in Betracht gezogen werden sollte.
Martensitisch + Keramik (MMC)
Für Beton- und Asphaltrecycling mit kontrolliertem Aufgabematerial und geringem Fremdmetallrisiko verlängern Keramikeinsätze (1600 HV), die beim Gießen eingesetzt und in der martensitischen Matrix verankert werden, die Kantenbeständigkeit. Die Schlagzähigkeit sinkt mit Keramikeinsätzen von mittel-hoch auf mittel — geeignet für kontrollierte Recyclingbetriebe, aber nicht für Aufgabematerial mit erheblichem Bewehrungsstahl oder Stahlkontamination. Wenn Fremdmetall nicht zuverlässig vor dem Brecher entfernt werden kann, verwenden Sie stattdessen reine martensitische Schlagleisten.
Schlagleisten-Galerie
Mangan-, martensitische und Hochchrom-Schlagleisten, gefertigt nach OEM-Spezifikationen für alle gängigen HSI-Prallbrecher-Marken.
-

Mn18Cr2 Mangan-Schlagleisten
-

MMC Schlagleiste mit Keramikeinsätzen
-
Martensitic HSI-Schlagleisten
-
60-64 HRC Hochchrom-Schlagleiste
-

Primary Mn12-Schlagleiste
-

TiC Insert Mn18 + TiC Verbundwerkstoff
-

Recycling Martensitische Schlagleisten
-

MMC HC + Keramik-Schlagleisten
Hochchrom-Gusseisen-Schlagleisten
Hochchromhaltiger Weißguss (ASTM A532 Klasse III Typ A Äquivalent, 60–64 HRC) bietet maximale Härte durch eine dichte Chromcarbid-Mikrostruktur. Er ist der leistungsstärkste Werkstoff in sauberen, abrasiven Sekundär- und Tertiäranwendungen — Kalkstein, Basalt, sauberer Kies, Brechsand. Die Schlagzähigkeit ist sehr gering (spröde), was Hochchrom für jede Anwendung ungeeignet macht, bei der Fremdmetall oder große, nicht brechbare Objekte in den Brecher gelangen können.
Drei keramikverstärkte Varianten verlängern die Standzeit auf progressiv höheren Stufen. Standard-Keramik (1600 HV Einsätze, beim Gießen platziert) eignet sich für saubere Sekundärzerkleinerung von Gestein und Kies. Ceramic Plus erweitert die Einsatzabdeckung auf 60 mm Tiefe für hochabrasive Brechsandherstellung mit strenger Aufgabekontrolle. Beide erfordern eine rigorose Stahlentfernung vor dem Brecher.
Hochchrom vergütet (55–58 HRC)
Unter variablen Steinbruchbedingungen — gelegentliche Schlagbelastungen gemischt mit überwiegend abrasivem Aufgabematerial — bietet vergütetes Hochchrom einen kontrollierten Kompromiss. Die Wärmebehandlung reduziert die Härte von 60–64 auf 55–58 HRC und erhöht die Schlagzähigkeit von spröde auf gering-mittel. Dies opfert ca. 10–15 % Standzeit im Vergleich zu Standard-Hochchrom, verhindert aber den vorzeitigen Bruch, den Standard-Chromleisten bei unerwarteten Stoßbelastungen erleiden können. Erhältlich pur oder mit Keramikeinsätzen für längere Kampagnen.


Hochchrom + Keramik (MMC)
Für hochreine Sekundärzerkleinerung und Brechsandherstellung
Nicht sicher, welcher Werkstoff
Unsere Anwendungsingenieure bieten kostenlose technische Beratung. Teilen Sie uns Ihr Brechermodell, Aufgabematerial und aktuelle Verschleißmuster mit — wir empfehlen den optimalen Schlagleisten-Werkstoff für Ihren Betrieb.
Schlagleisten-Rotation und Verschleißmanagement
| Verschleißstufe | Maßnahme | Zweck |
|---|---|---|
| 25–30% worn | 180° drehen (Ende-zu-Ende wenden) | Legt die unverschlissene Seite frei, verlängert die Nutzungsdauer |
| 50–60% worn | Von führender in nachlaufende Position versetzen | Nachlaufende Position erhält weniger Schlagbelastung |
| 70–80% worn | Austauschen | Unterhalb dieses Werts ist die Rotorbalance beeinträchtigt |
Gewichtsbalance entscheidend
Schlagleisten sollten vor der Installation stets gewogen und so auf dem Rotor angeordnet werden, dass die Unwucht minimiert wird. Eine Gewichtsabweichung von mehr als 0,5 kg zwischen gegenüberliegenden Schlagleisten verursacht Vibrationen, die den Lagerverschleiß beschleunigen.
- Alle Schlagleisten vor der Installation wiegen
- Positionen zuweisen, um den Rotor innerhalb der Balance-Toleranz zu halten
- Keramik- und TiC-Schlagleisten sind besonders empfindlich gegenüber Unwucht
- Einsatzbruch kann bei asymmetrischer Belastung auftreten
Kompatible Brechermodelle
ATF-Schlagleisten werden nach den Maßtoleranzen der folgenden HSI-Prallbrecher-Serien gefertigt. Senden Sie Ihr Brechermodell und die Rotorzeichnung zur Maßbestätigung vor der Bestellung.
| OEM | Modelle |
|---|---|
| Metso | NP-LT 1007 NP-LT 1110 NP13 NP15 NP1520 NP1620 |
| Hazemag | APK30 APK40 APK50 APK60 APK105 APK1006 APK1013 AP-PM 1822 AP-PM 2225 HAZ790 HAZ853 HPI2025 |
| Sandvik | CI124 CI224 QI340 QI341 QI353 QI441 |
| Kleemann | MR100Z MR110Z MR122Z MR130Z MR150Z SHB10 SHB12 SHB13 SHB14 |
| Terex Finlay | I-100 I-110 I-120 I-130 I-140 IC110 |
| Terex Cedarapids | 5048 HIS 5064 HIS |
| Terex Evoquip | Cobra 230 Cobra 260 Cobra 290 |
| McCloskey | I34 I44 I4C I54 |
| Rubblemaster | RM60 RM70 RM80 RM90 RM100 RM120 |
| Keestrack | R3 R5 R6 KP R6 KT Destroyer 1112 Destroyer 1113 |
| KPI-JCI (ASTEC) | FT4240 FT4250 FT5260 |
| SBM | 1311 1313 REMAX 200 REMAX 300 REMAX 400 |
| Rockster | R700 R900 |
| Hartl | 1060 1270 1310 |
| Eagle | 500 1000 1200 1400 1600 |
| Lippmann | 4248 5165 |
| Striker | 907 1112 1312 1315 |
Kontaktieren Sie ATF mit der Teilenummer oder den Rotorabmessungen. Die meisten HSI-Schlagleisten können innerhalb von 4–6 Wochen nach Zeichnung gefertigt werden.
Schlagleisten-Abmessungen und Spezifikationen
Fünf Parameter müssen exakt zum Rotorschlitz passen: Länge, Breite, Höhe, Gewicht und Befestigungslochbild. ATF benötigt mindestens eine der folgenden Angaben zur Bestätigung der Maßpassung:
-
OEM-Teilenummer
z. B. Metso N11921454
-
Brechermodell & Rotor-Seriennummer
Zum Abgleich mit OEM-Spezifikationen
-
Maßzeichnung
Mit angegebenen Toleranzen
-
Physische Messung
Länge × Breite × Höhe, Lochabstände
Das Gewicht der Schlagleiste beeinflusst sowohl die Rotorbalance als auch die Brechenergie. Schwerere Leisten liefern mehr Schlagkraft pro Umdrehung, erfordern aber, dass der Rotor für diese Masse ausgelegt ist. ATF stimmt das Leistengewicht auf die OEM-Spezifikation ab, es sei denn, der Kunde wünscht eine Modifikation für eine spezifische Anwendung.
Schnellangebot — Anforderungen
- Brechermarke und -modell
- Teilenummer oder Abmessungen
- Art des Aufgabematerials
- Aktueller Werkstoff / Verschleißprobleme
- Benötigte Stückzahl
Nicht sicher bei den Spezifikationen? Senden Sie Fotos Ihrer verschlissenen Schlagleisten und des Brecher-Typenschilds — unsere Ingenieure identifizieren die richtigen Teile.
Angebot einholenBereit zur Bestellung?
Senden Sie Ihre OEM-Teilenummer oder Rotorzeichnung zur Maßbestätigung und Preisanfrage.
Häufige Fragen zu Schlagleisten
Antworten auf häufige Fragen zu Schlagleisten-Werkstoffen, Auswahl, Wartung und Bestellung. Ihre Frage ist nicht dabei?
Unser Team kontaktierenWelcher Schlagleisten-Werkstoff hält am längsten?
Können Hochchrom-Schlagleisten im Recycling eingesetzt werden?
Wann glasiert Manganstahl und was verursacht das?
Brechen Keramik-Schlagleisten leicht?
Wie oft sollten Schlagleisten rotiert werden?
Welche Informationen benötigt ATF für ein Schlagleisten-Angebot?
Bereit zur Bestellung von Schlagleisten?
Lagerware für gängige Modelle verfügbar. Sonderanfertigungen in 4–6 Wochen. Werkseitige Direktpreise mit technischer Unterstützung durch erfahrene Ingenieure.
24 Std.
Angebotsantwort
4–6
Wochen Produktion
50+
Belieferte Länder
Fordern Sie Noch Heute ein Kostenloses Angebot An
Unser Ingenieurteam antwortet innerhalb von 24 Stunden mit detaillierten Spezifikationen, Materialempfehlungen und wettbewerbsfähigen Preisen.