
Pièces pour Concasseur HSI
Pièces de concasseur HSI | Battoirs et pièces d'usure | ATF
Pièces de concasseur HSI : battoirs, plaques d'impact, blindages latéraux, rotors et fixations. Options martensitique, fonte au chrome et MMC.
Complete Wear Part Solutions for Horizontal Shaft Impact Crushers
Horizontal Shaft Impact (HSI) crushers reduce material through high-velocity impact rather than compression. A horizontal rotor spinning at 25–40 m/s tip speed carries mounted blow bars that strike incoming feed, projecting fragments against stationary apron plates for secondary size reduction. This impact-based mechanism produces excellent product shape with high reduction ratios — making HSI crushers the standard for limestone, concrete recycling and aggregate production.
Every wear component in an HSI crusher — from the blow bars that deliver the primary impact to the fixation bolts that secure them — works as part of an integrated system. Wear life, product quality and operating safety depend on correct material selection, proper installation torque and disciplined maintenance schedules. ATF engineers and manufactures the complete range of HSI wear parts and spare components to OEM specifications, with material options optimised for your specific feed conditions.

ATF blow bars ready for dispatch — the primary wear part in every HSI crusher. Available in 9 alloy configurations matched to specific feed conditions.
HSI Crushing Mechanism
Understanding how each component contributes to the crushing process helps explain why material selection and maintenance practices directly affect wear life, product quality and operating cost.
Primary Impact
Feed material enters through the top of the crusher and falls into the path of the spinning rotor. Blow bars mounted on the rotor strike the material at 25–40 m/s tip speed, fracturing it through instantaneous energy transfer. This first impact provides the majority of size reduction — typically achieving 10:1 to 20:1 reduction ratios.
Secondary Reduction
Fragments launched from the rotor collide with the primary apron (impact plate) at high velocity. The adjustable apron gap controls how much secondary crushing occurs — a tighter gap produces finer product but increases wear. Material that doesn't pass the gap is deflected back toward the rotor for additional impacts.
Product Discharge
Properly sized material passes through the gap between the rotor and the secondary apron, falling to the discharge conveyor. Some HSI designs include a third apron stage for additional refinement. The cascading impact cycle produces cubical product shape — a key advantage over compression crushers for aggregate specification compliance.
HSI Crusher Wear Parts & Spare Components
Every HSI crusher requires six categories of wear and structural parts. Each component page provides detailed material options, OEM compatibility tables and application-specific guidance.

Blow Bars
The primary wear element. Rotor-mounted bars that strike incoming feed material at tip speeds of 25–40 m/s. Available in manganese, martensitic, high-chrome and ceramic composite alloys. Material selection determines wear life, impact tolerance and cost per ton crushed.
Impact Plates & Aprons
Stationary crushing surfaces (primary and secondary aprons) that receive material deflected from the rotor. Apron gap setting controls product gradation. Wear concentrates at the material impact zone — typically the lower third of the primary apron.
Side Liners
Protect the crusher housing side walls from abrasive material flow. Side liners absorb redirected material that escapes the primary crushing zone. Neglected side liners expose the cast housing to irreversible wear damage.
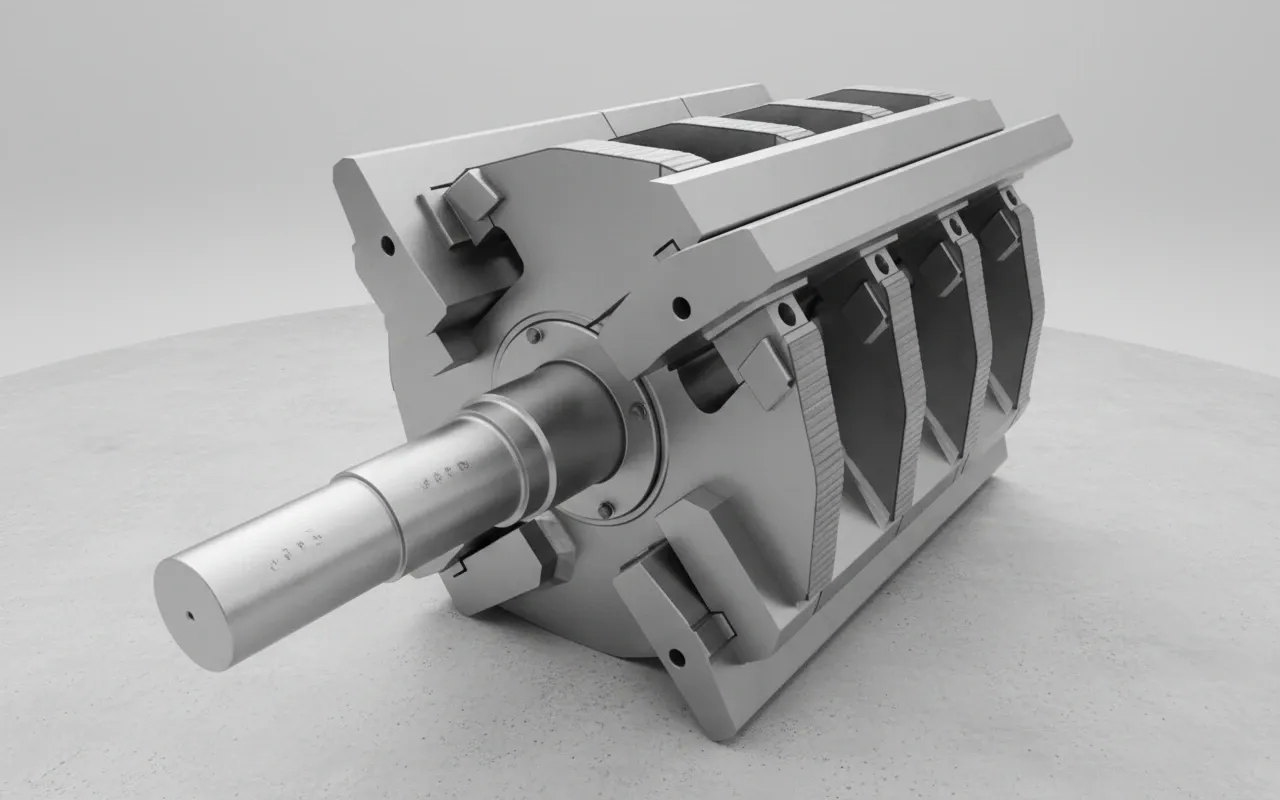
Rotors & Assemblies
The central rotating assembly that carries blow bars at high speed. Rotor balance is critical — a 1% weight imbalance between opposing bars generates destructive vibration that damages bearings, seals and the crusher frame. Worn or cracked rotors compromise bar seating and operator safety.
Shafts
Forged alloy steel main shafts that transmit drive torque to the rotor. Shafts operate under combined bending, torsion and impact loading. Dimensional accuracy at bearing journals and keyways is critical for rotor alignment and vibration control.

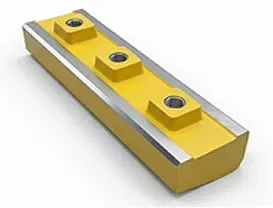
Fixation Bolts & Hardware
Grade 10.9 and 12.9 fasteners that secure blow bars in the rotor. Bolt failure under operation can eject a blow bar at rotor speed — a critical safety hazard. Correct torque, grade and thread engagement depth are non-negotiable.
Material Selection for HSI Crusher Parts
Material choice is the single most important decision affecting HSI crusher economics. The wrong alloy in the wrong application doesn't just wear faster — it fails catastrophically. ATF uses a two-step selection framework: choose the base alloy family for your feed conditions first, then evaluate composite upgrades (TiC or ceramic inserts) for additional wear life.
Manganese Steel
Mn14 / Mn18Cr2 / Mn22Cr3
Primary crushing, demolition, heavy rebar contamination
Baseline
Limitation: Glazes in low-energy secondary applications — avoid below 25 m/s tip speed
Martensitic Steel
48–54 HRC
Concrete recycling, asphalt, mixed demolition with moderate rebar
1.5–2× manganese in abrasive feeds
Limitation: Not suitable for large uncontrolled tramp metal — use manganese instead
High-Chrome Iron
60–64 HRC (standard) / 55–58 HRC (tempered)
Clean abrasive secondary/tertiary crushing — limestone, granite, aggregate
2–3× manganese in clean feeds
Limitation: Shatters on rebar or tramp metal impact — requires functioning metal detection
Ceramic Composite (MMC)
Base alloy + 1600 HV Al₂O₃-ZrO₂ inserts
Ultra-abrasive clean feeds where maximum wear life justifies higher cost
2–3× base alloy alone
Limitation: Ceramic inserts spall under point-load impact — clean feed preparation mandatory
Quick Selection Framework
Heavy rebar or unpredictable tramp metal? → Manganese Mn18Cr2 (or Mn22Cr3 for extreme impact)
Concrete/asphalt recycling with moderate rebar? → Martensitic steel 48–54 HRC
Clean abrasive aggregate (limestone, granite)? → High-chrome 60–64 HRC (functioning metal detection required)
Feed is clean AND wear life is the priority? → Add ceramic inserts to the chosen base alloy
Not sure which applies? Contact ATF with your feed material, throughput and current wear experience — we'll recommend the optimal configuration.
Compatible HSI Crusher Brands & Models
ATF manufactures aftermarket parts to OEM dimensional specifications. All parts are verified against original drawings before production. Dimensional tolerance: length ±2 mm, weight ±1%, bolt holes ±0.5 mm.
Metso
NP1007, NP1110, NP1213, NP1315, NP1520, NP1620
Nordberg NP series — most common globally
Sandvik
CI411, CI511, CI711, QI240, QI341, QI441
Stationary CI and mobile QI series
Terex / Powerscreen
I-44, I-54, CR038, I-1312, I-1412
Including Cedarapids and legacy Pegson models
Kleemann
MR 110 Z, MR 130 Z, MR 170 Z
Wirtgen Group mobile impactors
McCloskey
I34, I44, I54
I-series mobile impact crushers
Hazemag
AP-5, AP-6, AP-7, AP-9, APK-30, APK-40, APK-50
Stationary primary and secondary impactors
Don't see your crusher model? ATF maintains patterns and drawings for 50+ HSI crusher models including discontinued and legacy equipment. Send your crusher nameplate or part number for confirmation.
Verify Your ModelNeed HSI Parts Fast?
Stock blow bars and common wear parts ship within 1–2 weeks. Send your crusher model and part requirements for a same-day quotation.
HSI Crusher Maintenance Best Practices
Disciplined maintenance extends wear part life, prevents unplanned downtime and protects the crusher frame and bearings from damage caused by worn or unbalanced components.
Every Shift
- Visual inspection through access doors — check for loose or shifted bars
- Listen for abnormal vibration or metallic rattling during warm-up
- Verify hydraulic apron pressure gauges read within spec
Weekly
- Measure blow bar wear depth at three points per bar (leading edge, centre, trailing edge)
- Check apron gap settings against target CSS — adjust if product gradation has shifted
- Inspect side liners for breakthrough wear into housing
Monthly
- Weigh accessible blow bars — opposing bars must remain within ±0.5 kg for balance
- Inspect fixation bolts for torque loss, thread damage or elongation
- Check rotor disc and bar seating surfaces for cracks or deformation
At Rotation / Replacement
- Flip bars at 25–30% wear, reposition leading→trailing at 50–60%, replace at 70–80%
- Weigh all bars — match opposing positions within ±0.5 kg
- Inspect rotor for cracks using dye penetrant or ultrasonic testing
- Replace all fixation bolts — never reuse stretched fasteners
- Verify bar-to-apron clearance meets OEM spec before restart
Fixation Bolt Torque Reference
| Bolt Size | Grade 8.8 | Grade 10.9 | Grade 12.9 |
|---|---|---|---|
| M16 | 210 Nm | 295 Nm | 350 Nm |
| M20 | 410 Nm | 580 Nm | 690 Nm |
| M24 | 710 Nm | 1,000 Nm | 1,190 Nm |
| M30 | 1,400 Nm | 1,970 Nm | 2,340 Nm |
Values for dry, unlubricated threads. Always verify against your OEM manual — some designs specify lubricated torque values which are significantly lower.
Common HSI Crusher Problems & Solutions
Recognising wear patterns and operational symptoms early prevents costly damage to the rotor, bearings and crusher frame. Contact ATF technical support if you need help diagnosing an issue.
Uneven Blow Bar Wear
Probable Causes
- Off-centre feed distribution — material favouring one side of rotor
- Worn or misaligned feed chute directing material to specific bars
- One apron set tighter than the other, creating asymmetric load
Corrective Actions
- Check feed chute alignment and wear plates
- Measure and equalise apron gaps on both sides
- Rotate bar positions to redistribute remaining wear life
Premature Bar Cracking / Breakage
Probable Causes
- Tramp metal (rebar, loader teeth, hammers) passing metal detection
- Wrong material grade — brittle alloy used in high-impact application
- Fixation bolts over-torqued or under-torqued, creating stress risers
Corrective Actions
- Verify metal detection and magnet systems are functioning
- Review alloy selection against actual feed conditions
- Check bolt torque against OEM specification — replace if stretched
Manganese Bar Glazing
Probable Causes
- Insufficient impact energy — rotor speed too low for feed size
- Fine feed material that doesn't generate enough impact force
- Manganese used in secondary/tertiary position where martensitic is correct
Corrective Actions
- Increase rotor speed (if within OEM limits) or feed size
- Switch to martensitic or high-chrome for low-energy applications
- Verify manganese is only used where work-hardening can activate
Excessive Vibration
Probable Causes
- Weight imbalance between opposing blow bars (>1% difference)
- Loose or missing fixation bolts allowing bar movement
- Worn main bearings or rotor journal damage
Corrective Actions
- Weigh all bars — match opposing positions within ±0.5 kg
- Inspect and re-torque all fixation bolts
- Check bearing clearances and shaft journal condition
Reduced Throughput / Poor Product Shape
Probable Causes
- Worn aprons no longer providing effective secondary crushing
- Blow bars worn past 70–80% — insufficient protruding edge for material contact
- Apron gap too wide or narrow for target product specification
Corrective Actions
- Replace worn aprons — inspect for grooving and through-wear
- Replace blow bars if worn beyond rotation/flip limits
- Re-calibrate apron gaps to target CSS for desired product size
Frequently Asked Questions
Answers to common questions about HSI impact crusher parts, material selection, maintenance and ordering. Can't find what you're looking for?
Contact Our TeamWhat is the difference between an HSI and a VSI crusher?
Which blow bar material should I use for concrete recycling?
How often should HSI crusher blow bars be rotated?
What causes blow bars to crack instead of wearing evenly?
Are ATF impact crusher parts compatible with OEM equipment?
What information does ATF need to quote HSI crusher parts?
What is the typical lead time for HSI crusher parts?
Can ceramic blow bars be used in primary crushing?
Ready to Optimise Your HSI Crusher Performance?
ATF engineers respond within 24 hours with material recommendations, dimensional verification and competitive pricing for your specific crusher and application.
Request a Free QuoteDemandez un Devis Gratuit Aujourd'hui
Notre équipe d'ingénierie répond sous 24 heures avec des spécifications détaillées, des recommandations de matériaux et des prix compétitifs.